このQ&Aは役に立ちましたか?
締切済み
※ ChatGPTを利用し、要約された質問です(原文:汎用旋盤でのねじ切り加工)
汎用旋盤でのねじ切り加工のコツとは?
2023/10/20 03:20
このQ&Aのポイント
- 汎用旋盤を使用したねじ切り加工の際に注意すべき条件や工具について解説します。
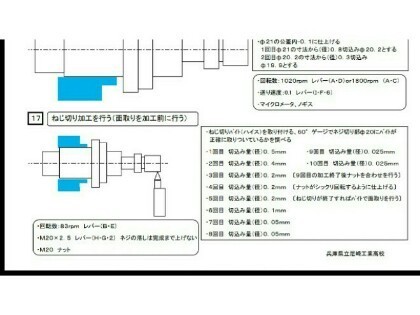
- 加工条件や切込み量、切削油の塗り方など、ねじ切り加工の具体的な方法について詳しく説明します。
- 技能検定2級のねじ部で直面する問題やアドバイスについてもお伝えします。
※ 以下は、質問の原文です
汎用旋盤でのねじ切り加工
2019/07/04 08:19
加工条件
M20*2.5 長さ20mm
工具 三菱マテリアル社製のMTTR436002 NX55
回転数 35~83rpm
切込み量 0.5mm開始 仕上げ0.02mm 計10回パス
切削油を筆で塗りながら加工
技能検定2級のねじ部です。
ナットは通るのですが、面がむしれてしまいきれいに仕上がりません。
壁際に近いので回転数はあまり上げることができません。
どうかアドバイスお願いします。
回答 (8件中 6~8件目)
このQ&Aは役に立ちましたか?
この質問は投稿から一年以上経過しています。
解決しない場合、新しい質問の投稿をおすすめします。

補足
2019/07/04 11:53
ありがとうございます。
1年ほど前からそのテキストを使用しているのですが、うまくいかないので質問した次第です