このQ&Aは役に立ちましたか?
NC旋盤で4条ねじP152の切り方を教えてください
2023/10/20 04:47
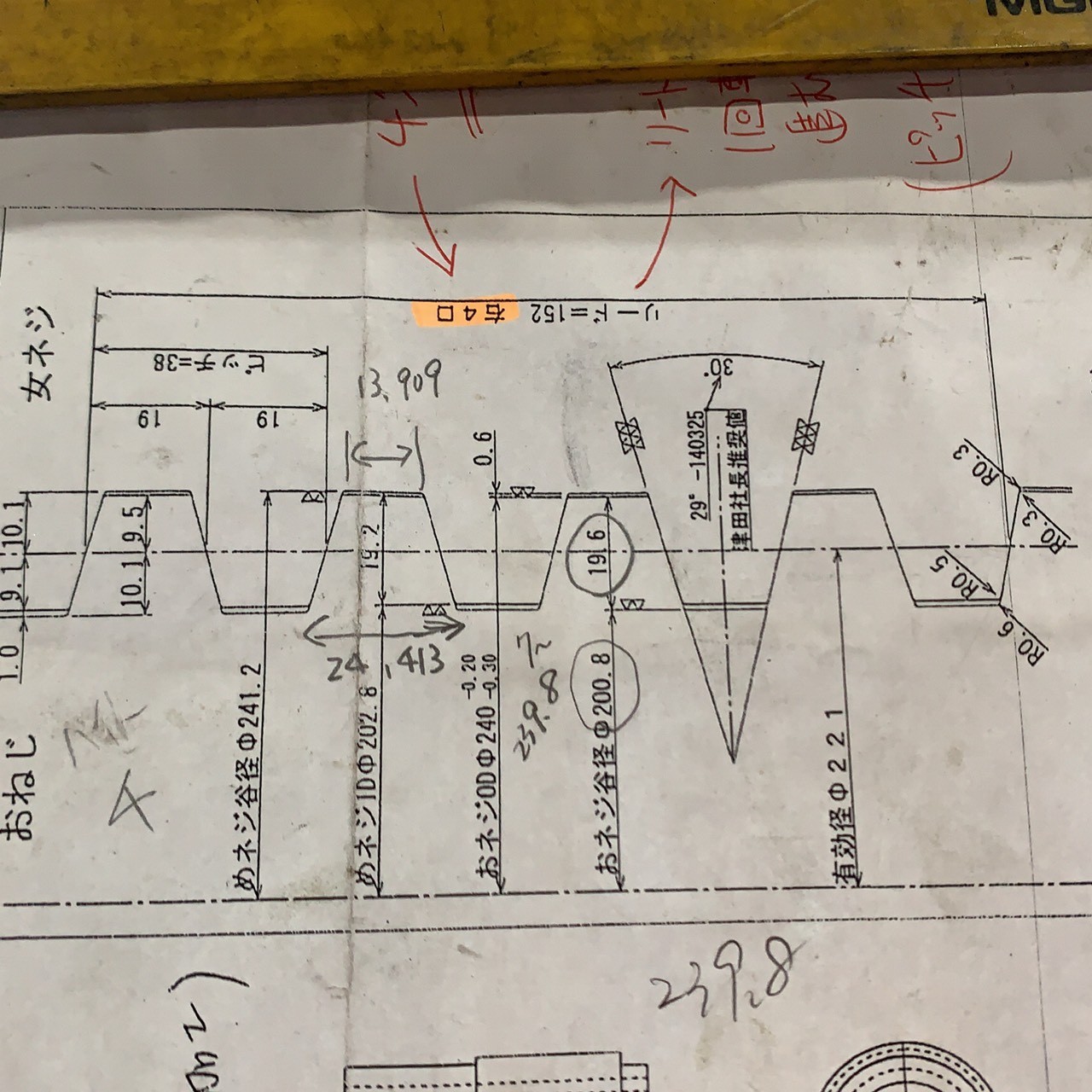
- 大日金属の汎用NC旋盤DL-75(1.5m)を使って、砲金で外径がΦ240、ネジの谷の径がΦ200.8 500L 30°台形 4条ネジの切り方を教えてください。
- 以前にピッチ4インチの2条ネジの切り方を参考にしましたが、今回の4条ネジの切り方が適切かどうか確認したいです。また、良いアドバイスがあれば教えてください。
- 素材が砲金でピッチが152のため、送りが早くてヘールバイトの刃の下の斜面(逃がし部分)が削りにくい状況です。この対処法を教えていただきたいです。
NC旋盤で4条ねじP152の切り方を教えてください
2019/10/01 17:38
お世話になります。大日金属の汎用NC旋盤 DL-75(1.5m)を使っています。
砲金で外径がΦ240.ネジの谷の径がΦ200.8 500L 30°台形 4条ネジで図面上はピッチ38.リード152.とあります。以前ピッチ4インチの2条ネジを切ったプログラムを参考にして作りましたがこれでよろしいでしょうか?また良いアドバイスがありましたら、ご教授お願い致します。
N1
G50S200
G40
G0T105
G97S12M3
Z30.M8
X250.
G92X200.8Z-520.F152.Q0
G92X200.8Z-520.F152.Q90
G92X200.8Z-520.F152.Q180
G92X200.8Z-520.F152.Q270
G0X300.M5
Z40.M9
G97
M30
%
これでよろしいでしょうか?
図面を添付いたしましたので、ご参照ください。
追伸です。
素材が砲金のためなのか、ピッチが152なので送りが物凄く早くてヘールバイトの横側15度の刃の下の斜面(逃がし部分)が度をかなりきつく削っても当たってしまい。困っています。この対処法を教えて頂きたいです。よろしくお願いいたします。
質問者が選んだベストアンサー
コメント見まして加工を断念されたようでもう遅いでしょうが回答受付中になっていますのでよろしいでしょうか。
10数年前に加工に携わっていたことがあるだけの半分門外漢で誤った認識があったらごめんなさい。
リード152は確かに大きいですがワーク径も大きいのでネジのリード角最大で14°くらい、4条としては普通だと思います。
私の場合4条ねじの時はスタート位置をZずらしてバイトを左右に振りながらX切り込んで加工してました。(千鳥みたいに)
全部手打ちなのでプログラムがたいへんでしたが。
今回の質問者さんの場合、7mmのヘールでXの補正を19.6の倍の39.2から何回もだんだん減らしていったんだとと思います。
これを、1回目の次はXそのままZだけ数ミリずらしてネジ谷を広げ、というのをネジ谷の幅の分繰り返したら、1回目のところからXの補正2段階目でZの補正は1回目のところから15°ずれた値、反対側も15°ずれた値、というのを谷底まで繰り返せば、ネジの形状は出来上がるとおもいます。
ですがこれは手間かかりすぎて現実的ではありませんね。
こうではなく真っ直ぐ幅13.?の溝を入れたら7ヘールでフランクインフィードで2,3回というのがいいかもしれません。
ネジのフランクの仕上げは15°の切れ刃の当て切り?に拘らなくてもいいと思います。(自信ありません。異論あるかも)
この場合、フランクインフィードにしろ、プログラムでスタート位置をXの切込みに合わせてZを15°分ずらすにしろ、通常とは反対の刃先でフランクを仕上がることになります。
7ヘールの刃先の角の先はワイパーチップのように15°より少し寝かすとフランク面が滑らかになるとおもいます。
「ヘールバイトの横側15度の刃の下の斜面(逃がし部分)が度をかなりきつく削っても当たってしまい」について。
どのようにバイトを研いでいるのか分かりませんがおそらくすくい面が平らというか0°くらいだとおもいます。
ネジのリード角が14°くらいなのでかなりの逃げ角が必要になります。
私の場合このような時はスロアですが普通の逃げ角で、バイトをリード角の分傾けていました。
ロー付けだったらすくい面を傾けてそれに合わせて逃げを付けるかシャンクの上下を勾配付けて削るかというのも刃先強度と逃げの両立には有りかもしれません。この場合1本のバイトで両側の刃を使うとすると傾いているため芯高がどちらかか両方か0ではなくなります。芯高が0でないと切れ刃の角度と実際のネジのフランク角に違いが出るので切れ刃の角度に修正が必要になります。
「NCなのでガガッとなった時は」 ちょっと気になったので。
どのような状況かどんな刃先か分からないので違っていたらごめんなさい。
おそらくすくい面が平らというか0°くらいだとおもいます、と想定してのはなしです。
リード角が最大14°くらいで刃物とワークの関係は実質のすくい角がリード角と同じになると思います。
砲金や真鍮はすくい角付けると刃物が食い込んでよろしくないと教わりました。
どこかの工場で砲金にしゃくりバイトで吹っ飛ばしたという話を聞いたことあります。
ガガッというのはそういうことかもとちょっと心配になりました。
すでに意味のない回答になってしまったかもですが今後の参考になれば幸いです。
このQ&Aは役に立ちましたか?
この質問は投稿から一年以上経過しています。
解決しない場合、新しい質問の投稿をおすすめします。
その他の回答 (3件中 1~3件目)
Qは . が必要ではありませんか?
お礼
2019/10/02 12:15
こんにちは。お世話になっております。また見落としてました。Q0 Q90000 Q180000 Q270000 にするべきでした。Q0. Q90. と同じですね。早速、現場に連絡します。ありがとうございました。
逃げ角度が足りないなら更に増やすしか無いですね
お礼
2019/10/02 21:31
こんばんは。前回お話ししたかもしれませんが、この6月に持病のため就労不能となり退職致しました。そのあと機械を受け継いだ人からLINEでSOSを受けてこちらは自宅で昔やったプログラムを送ったりネットで調べた物を送ったりしてやってきましたが、残念なことに途中で断念、HikaruSai-2018さんには4回もご回答をいただきましたが、品物を降ろしてしまいました。
お世話になりました。また、何かのご縁でお世話になることがあるかもしれません。その際はよろしくお願いいたします。
ありがとうございました。
お礼
2019/10/04 03:14
おはようございます。Hikaru-Sai 2018さんにベストアンサーをつけて質問を閉じたものと思っておりましたので、ビックリです。でも本当はこういう回答がほしかったのです。現場ではすでにワークを降ろしており次の仕事に取り掛かってるものと思いますが、加工者にしてみれば相当悔しい思いをしていると思います。 僕は自宅に居ながら想像してメールでやり取りしただけなので現場で現物を一度も見ていないのがずーっと気にかかっていました。明朝早速このご回答を加工者に送らせていただきます。今回は断念したとしても次回に役立つかもしれません。Koyayagiさんには、貴重なお時間をかけ長文に及ぶメールを頂きまして誠にありがとうございました。また何かのご縁でお世話いただくこともあるかもしれません。その際はどうぞ宜しくお願い致します。