このQ&Aは役に立ちましたか?
1人が「役に立った」と評価
締切済み
※ ChatGPTを利用し、要約された質問です(原文:ナットでM30以上で横膨張量0.65以上の鋼種?)
M30以上で横膨張量0.65以上の鋼種を検討中
2023/10/19 23:42
このQ&Aのポイント
- 現在、S45Cで横膨張量0.65を満たすことができず困っています。
- 熱処理条件は870℃で焼き入れし、600℃で焼き戻しを行っています。
- 現在の横膨張量は0.535で、0.65以上を満たしていません。適切な熱処理条件および鋼種についての知見を求めています。
※ 以下は、質問の原文です
ナットでM30以上で横膨張量0.65以上の鋼種?
2019/01/08 17:49
現在、S45Cで検討していますが、横膨張量0.65を満足できず困っています。
熱処理条件は870℃で焼き入れしたのち、600℃で焼き戻しをおこなっています。
現在の横膨張量は0.535で0.65以上を満たしていません。
適切な熱処理条件及び鋼種の知見があったらご教授願います。
回答 (2件中 1~2件目)
丁寧な追加説明をして頂き、知識を増やすことができました。
JIS Z 2242(金属材料のシャルピー衝撃試験方法)を参照すると、「横膨出」という用語を使っているようですね。
参考文献p.16の図4を参照すると、焼戻し温度は(600℃)高い方が靱性は向上するようですね。
S45Cよりも炭素量の少ない材質の方が良いのかもしれません。
http://www.tokushuko.or.jp/publication/magazine/pdf/2015/magazine1507.pdf
さらに詳細には、このデータの出典である「鋼の熱処理 改訂5版、日本鉄鋼協会編、丸善、(1969)」が参考になるかもしれません。
このQ&Aは役に立ちましたか?
この質問は投稿から一年以上経過しています。
解決しない場合、新しい質問の投稿をおすすめします。
ご質問にある「横膨張」とは、
鋼の熱処理によるマルテンサイト変態による膨張のことでしょうか?
横膨張量0.65の単位はμmでしょうか?
膨張量の基準になる寸法は、30mmなのでしょうか?
質問ばかりで済みません。
補足
2019/01/09 10:24
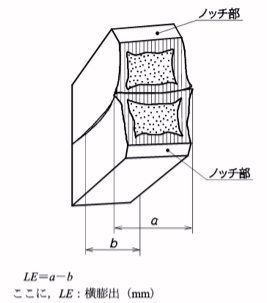
「横膨張」とは、衝撃試験をおこなう際のシャルピー試験片で試験後に衝撃で変形し横幅が広がった量を示す値です。
広がった横幅ー元の横幅=横膨張量(mm)になります。
30mm以上になると横膨張量が義務付けられます。高付加のナットで強度を求められる為です。
今回、S45Cで試しており、0.535mmの横膨張量であり、規格の0.65mm以上を満たしていません。
C量を下げてS40C,S35C等で柔らかい材料を使用した方が良いと考えていますが、
適切な材料の選定経験がなく困っています。
アドバイス等ありましたらご教授下さい。